


江苏罡泽智能装备有限公司
地址:高邮市卸甲镇华东村福星组-1-2
电话:13913125005
电话:13813138088
邮箱:13913125005@qq.com
13913125005
13813138088



集装箱门锁杆自动焊接设备
1、概述
本设备适用于集装箱门锁杆生产领域,属于自动化生产设备,它的运行是由程序自动控制的,经过厂家培训的专业人员才能进行操作;
2、研发背景
集装箱运输行业是物流行业的重要组成部分,随着全球贸易和跨境运输需求的不断增长,该行业前景十分广阔。一方面,集装箱运输的效率高、成本低,可以大幅缩短货物运输时间,降低运输成本,提高物流效率。另一方面,集装箱运输对环境的影响较小,可以减少能源消耗和碳排放,符合绿色物流的理念。在未来,随着全球物流需求的不断增长和新技术的发展,集装箱运输行业将迎来更多的机遇和挑战。因而集装箱门锁杆市场需求量会很大,相应的集装箱门锁杆自动焊接设备会有很好的市场需求;
首先,集装箱门锁杆自动焊接设备采用先进的技术设计,具有高效、精准的特性;
其次,集装箱门锁杆自动焊接设备各部分独立设计,独立侧试,独立防护,安全、可靠、稳定性好,效率高的特性:
最后,集装箱门锁杆自动焊接设备在一人监控整个系统,实现全自动化生产过程,从而节约了人力资源,大大节约生产成本,提高产品的生产效率。
综上所述,集装箱门锁杆自动焊接设备具有高效、精准、安全、可靠、稳定的特点,是一种非常优秀的自动化生产设备,为了满足市场的需求,值得大力推广和应用。
3、目的
1)提供一种集装箱门锁杆自动焊接设备,该锁杆自动焊接设备的产能更高。
2)提供这种集装箱门锁杆自动焊接设备,是一款精准、高效、安全、可靠的自动化设备。
3)提供了一种集装箱门锁杆自动焊接设备,集装箱市场需求大,满足日益增长的市场需求。
本自动化焊接设备用于焊接集装箱门锁杆。
4、单根焊杆组成:1根圆管、4只圆环、1只锁扣、2只端头;
锁杆规格:外圆34mm内孔28mm,长度:1500mm~3500mm
5、结构包括
1) 圆管上料倒角部分 ; 2)圆环上料部分; 3)端头上料部分; 4)锁扣上料部分;5)控制系统部分 ; 6)焊接机构部分(焊机8台); 7)成品下料输送机构部分。
6、生产工艺流程:
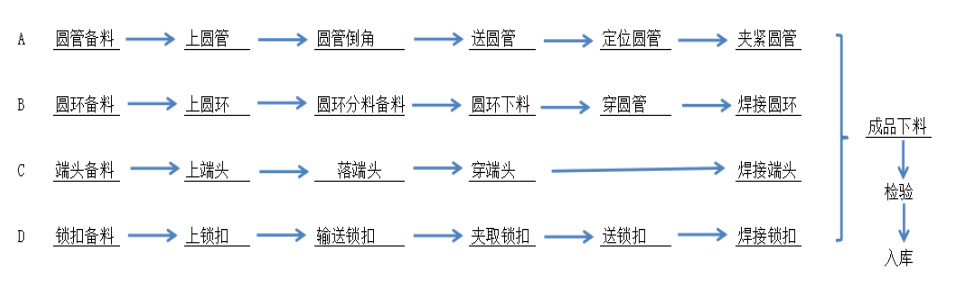
7、各部分介绍
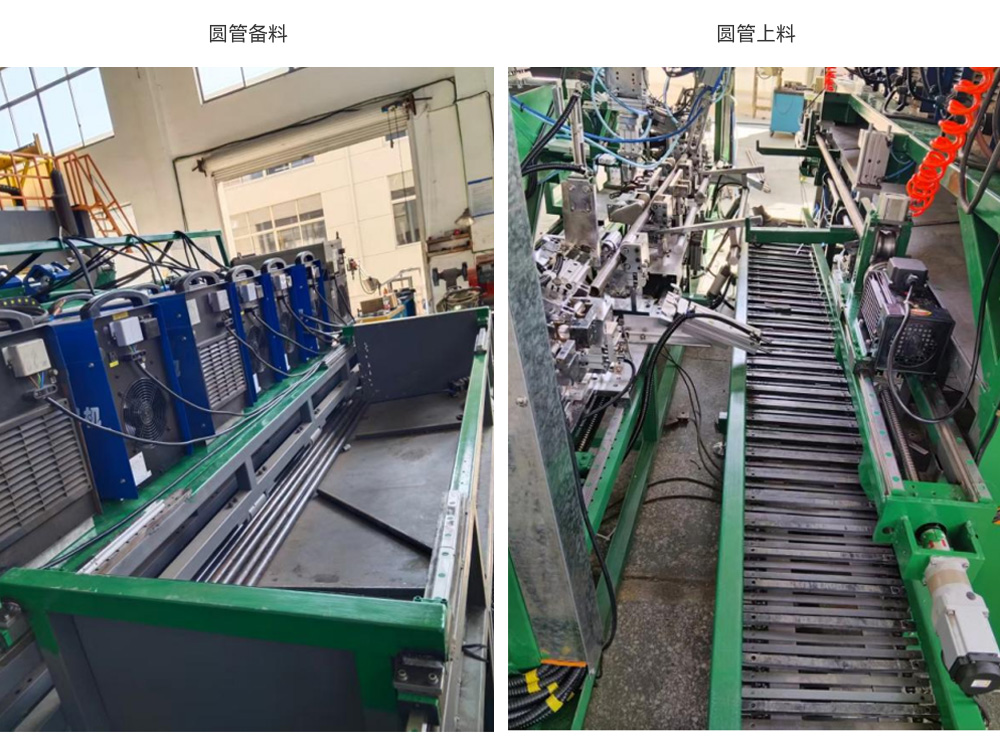
1) 圆管上料部分:
在圆管里斜面架框中放入适量规格的圆管,两侧卡位板调整圆管位置对齐,启动下面顶杆气缸向上顶起,带动1根圆管向上运动,致外斜面上,在自身重力作用下,圆管滚到双支撑旋转臂上,定位,气缸压紧后,经倒角机构倒角,待双支撑旋转臂旋转向下一定角度时,圆管刚好落到输送架上,这时输送架前后双气缸都处于升起状态,圆管在重力作用下滚到最低端,这时前端双气缸,同时缩进去,圆管刚好落入紧固装置内,圆管两头立式气缸向下动作,横向气缸向管端运动,带动前端圆板,定位圆管位置,四组紧固装置收紧,滚轮夹紧圆管。
2) 圆环上料部分:
有左右两只圆环上料斗子,在斗子里备好适量的圆环,启动圆环斗子下面的气缸,气缸会带动三块提升板上下往复运动,带动部分圆环分别向上运动,依次到达每块提升板的上平面端,最上面的平面端带有斜度,在重力作用下,圆环向下滚动到达圆环分料器,通过分料器中间的方向板,依次对左右两边进行存料,待分料器两侧圆环上满之后,圆环料斗下的气缸停止工作,等待下一个缺料信号时,再启动圆环斗子下的气缸供料。
在对圆管两头定位时,同时带动圆环分料器上面的分料板移动,分料器完成左右圆环的上料,两只圆环同时落入对应的半开夹环装置槽口中。
3) 端头上料部分:
分左右端头上料,先在左右端头上料架上,分别按同一位置备好一定量对应规格的端头,端头料架有一定的斜度,端头在重力作用下,依次排列;
端头架前端上面有2只相同的气缸,但作用方式相反,初始状态,前气缸杆伸出,后气缸杆缩进,两只气缸同时启动,前开后关,在重力作用下供料1只端头,刚好落入U形固定座,待定位卡爪,把端头前端推入圆管孔内。
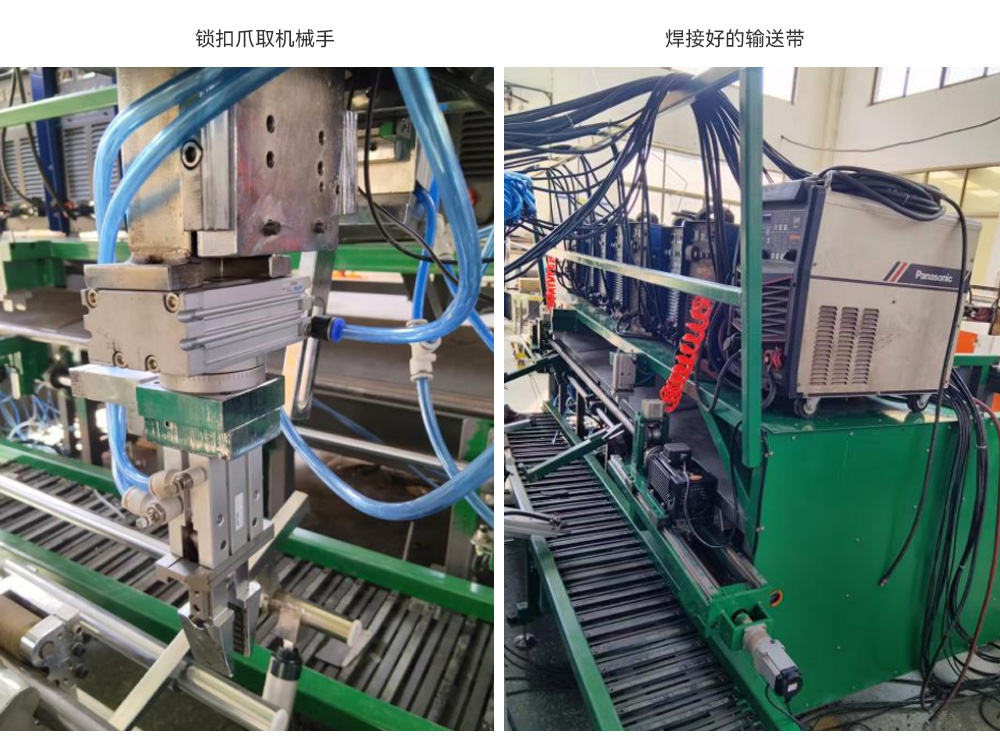
4) 锁扣上料部分:
锁扣料斗内放入适量规格的锁扣,启动锁扣料斗下面气缸做上升运动,气缸带动提升板上升,有部分锁扣会插进提升板上端,提升到最上面,这时外侧横向气缸动作,带动提升板上的锁扣往弧形轨道上移动,在重力作用下,锁扣依次在弧形轨道上排列,等待放料,有需供料信号时,轨道上面的气缸动作1次,1只锁扣料在重力作用下,滑到轨道底部,这时轨道下气缸动作,把锁扣推到四爪槽内,再连接四爪槽气缸动作,把四爪槽连带锁扣推到指定位置,侧面另一只气缸动作,将锁扣对齐待机械手取用。
5) 控制系统部分:
待圆环、U环、锁扣备料到位后,圆管两头气缸同时动作,通过两端气缸,同时穿圆环到指定位置后,半开夹环装置分开,退回,这时定位环卡爪气缸动作,自动定位两环之间的距离,(点焊后退回),再用两头定位卡爪在对应气缸伯的动作下推端头圆头到圆管孔内,开始焊接圆环及端头,在固定装置上的四只轮子匀速旋转作用下,带动圆管匀速旋转,6只焊机同时工作,对圆环及端头同时进行焊接工作。
待圆环及端头焊接完后,顶部机械手会到锁扣上料四爪槽处抓取锁扣后,精准放到圆管指定位置,顶部两焊枪同时焊接锁扣两侧,焊接结束后待下料
6) 焊接机构部分:
顶部两焊枪机构焊接锁扣两侧;
两头焊枪机构,各三部焊枪,焊接2只圆环及1只端头;
7) 成品下料机构部分:
松开紧固装置后,输送架前双气缸升起,后双气缸缩进去,把成品锁杆托起,在重力作用下,成品锁杆滚到最低处,落入可移动接料框中,待接料框接满料后,移出接料框,吊出成品锁杆,检验,打包,入库。
8、外形尺寸:集装箱门锁杆自动焊接设备(4200mmx3500mmx2000mm)
9、实物图







微信客服




